


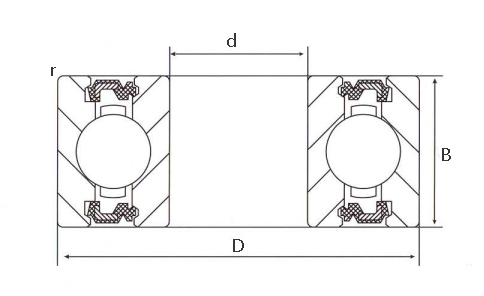
É composto por um anel interior, um anel exterior, um conjunto de esferas e um retentor que mantém as esferas no lugar.
A "ranhura profunda" refere-se à proximidade das esferas às pistas, o que permite capacidades de carga mais elevadas e um funcionamento mais suave.
Estes rolamentos são versáteis, fiáveis e normalmente utilizados em aplicações que vão desde electrodomésticos a maquinaria industrial.
Aplicações:
- Motores eléctricos: Asseguram um funcionamento suave e eficiente.
- Automóvel: Utilizado em rodas, transmissões e outros componentes.
- Maquinaria industrial: Encontrado em bombas, ventiladores e vários equipamentos.
- Electrodomésticos: Comum em máquinas de lavar roupa, ventoinhas e outros aparelhos.
Conselhos de manutenção:
- Verificar regularmente se existem sinais de desgaste ou danos.
- Assegurar uma lubrificação adequada para minimizar a fricção e o desgaste.
- Substituir os rolamentos se estes apresentarem ruídos ou vibrações invulgares.
Ao utilizar e manter corretamente os rolamentos rígidos de esferas, pode melhorar o desempenho e a fiabilidade das suas máquinas e dispositivos, garantindo um funcionamento duradouro e eficiente.
A produção de um rolamento rígido de esferas envolve várias etapas detalhadas, desde a preparação da matéria-prima até à montagem final e ao controlo de qualidade. Aqui está uma visão geral dos nossos processos de produção:
- Preparação de matérias-primas
Seleção do aço: O aço de alta qualidade para rolamentos (normalmente aço cromado) é selecionado pela sua durabilidade e resistência ao desgaste e à fadiga.
Corte: O aço é cortado em tamanhos adequados para os anéis interior e exterior e para as esferas. - Forjamento
Forjamento a quente: As peças em bruto de aço são aquecidas e forjadas em formas brutas dos anéis interior e exterior. Este processo melhora as propriedades mecânicas do aço. - Virar
Torneamento em bruto: Os anéis forjados são torneados grosseiramente num torno para se aproximarem das dimensões finais.
Acabamento por torneamento: Os anéis são maquinados com precisão nas suas dimensões exactas, garantindo um encaixe perfeito. - Tratamento térmico
Endurecimento: Os anéis são aquecidos a uma temperatura elevada e depois rapidamente arrefecidos (temperados) para endurecer o aço.
Revenimento: Os anéis são reaquecidos a uma temperatura mais baixa para aliviar as tensões e melhorar a tenacidade. - Retificação
Retificação de superfícies: As superfícies interior e exterior dos anéis são rectificadas para obter um acabamento liso e dimensões precisas.
Retificação das pistas: As pistas (onde as esferas entram em contacto) são rectificadas com um perfil e acabamento precisos para garantir um funcionamento suave e durabilidade. - Lapidação e polimento
Lapidação: As pistas são ainda mais refinadas através de um processo de lapidação para obter um acabamento de superfície extremamente suave.
Polimento: O polimento final garante que as pistas estão livres de quaisquer imperfeições. - Produção de bolas
Corte e forja: O fio de aço é cortado e forjado em formas esféricas rugosas.
Tratamento térmico: As esferas são submetidas a um endurecimento e a uma têmpera semelhantes aos dos anéis.
Retificação e lapidação: As esferas são rectificadas e lapidadas para obter uma forma perfeitamente esférica e uma superfície lisa. - Produção de retentores
Estampagem: As chapas metálicas são estampadas para obter a forma bruta.
Enformação e rebitagem: As peças estampadas são moldadas na sua forma final e rebitadas, se necessário. - Montagem
Limpeza: Todos os componentes são cuidadosamente limpos para remover quaisquer detritos ou contaminantes.
Montagem: O anel interno, o anel externo, as esferas e a gaiola são montados. As esferas são espaçadas uniformemente e fixadas pela gaiola.
Lubrificação: A chumaceira é lubrificada com massa ou óleo para garantir um funcionamento suave. - Vedação ou proteção (se aplicável)
Instalação do vedante/escudo: Os vedantes ou escudos são instalados na chumaceira para proteção contra contaminantes. - Controlo de qualidade
Inspeção dimensional: O rolamento é verificado quanto a dimensões e tolerâncias exactas.
Testes de desempenho: As chumaceiras são submetidas a testes de ruído, vibração e suavidade de rotação.
Inspeção visual: Uma inspeção final garante que não existem defeitos visuais. - Embalagem e expedição
Embalagem: As chumaceiras são cuidadosamente embaladas para evitar danos durante o transporte.
Expedição: Os produtos acabados são expedidos para os clientes ou distribuidores.
Cada um destes passos é crucial para garantir que o rolamento cumpre os padrões exigidos de desempenho, durabilidade e precisão. Os métodos de produção modernos envolvem frequentemente máquinas automatizadas e um rigoroso controlo de qualidade para produzir rolamentos rígidos de esferas de alta qualidade de forma eficiente.
Se tiver alguma exigência ou pergunta, contacte-nos - Vankv Wuxi Mchinery Equipment Co., Ltd.
A experiência satisfatória ultrapassará a sua imaginação, comunique-nos imediatamente por telefone ou por correio eletrónico:
+86 13771187050





